液压缸活塞杆表面高速激光熔覆涂层高效后处理技术研究
第一作者简介:郑圆圆(1987-),男,河南信阳人,工程师,学士,主要从事液压元件的设计开发与工艺研究工作,就职于徐州徐工液压件有限公司。 基金项目:国家重点研发项目(2019YFB2005302) 摘 要:为了提高高速激光熔覆涂层后处理加工效率,研究了车削-超声光整复合高效后处理技术,以促进该技术在工程机械液压件活塞杆上的推广应用。利用高速激光熔覆技术制备了马氏体不锈钢涂层,分析了涂层显微组织和硬度,利用硬车削和超声光整加工工艺对涂层进行了后处理加工,研究了不同工艺参数对涂层粗糙度和表面形貌的影响规律。试验结果表明,高速激光熔覆涂层组织细小、致密,平均显微硬度不低于700HV。车削加工后涂层表面形貌呈较强的各向异性,均匀分布着残留沟槽和波峰。与切削线速度相比,进给量对车削后涂层粗糙度的影响较为显著。超声光整加工过程中涂层波峰处单位面积受到的压应力最大,塑性变形和材料蠕动使波峰高度变小、波谷宽度变小,最终改善了涂层表面粗糙度。田口分析结果显示超声光整工艺参数影响程度依次为:输出功率>进给量>工件转速,最优工艺参数为输出功率500W、进给量0.15mm/r、工件转速50r/min。 关键词:高速激光熔覆;车削-超声光整加工;表面形貌;粗糙度;活塞杆0 引言 近年来,国内工程机械行业发展迅猛,主机产品服役可靠性和作业性能逐步提高。随着国内工程机械保有量逐步饱和,国际化逐渐成为国内工程机械产业发展的必然趋势[1]。然而,国际化发展也对工程机械关键零部件的性能提出了更高的要求。 液压缸是工程机械产品的关键液压执行元件,直接影响主机服役可靠性和使用寿命[2]。目前,国内工程机械产品液压缸活塞杆表面主要采用电镀技术进行处理,以提高活塞杆表面的耐腐蚀和耐磨性能,中性盐雾试验耐腐蚀时间约100~500h。目前,一些国际高端市场如欧美发达国家以及中南亚等热带国家,要求液压缸活塞杆耐腐蚀性能满足C4~C5环境要求,即中性盐雾试验耐腐蚀时间达到500~1500h。因此,现有的电镀技术无法满足上述国际市场的性能要求。另一方面,碳排放指标将成为工程机械产品市场竞争力的关键评价指标[3],传统电镀技术能耗较高,且污染环境,该技术的应用将增加国内工程机械产品的碳排放指标,削弱国内工程机械产品的国际市场竞争力。 高速激光熔覆技术作为一种新型的绿色、高效、低成本的表面处理技术,其熔覆速度可达10~200m/min,熔覆过程中激光聚焦于工件上方,激光能量大部分作用于工件上方的粉末上,极大提高了能力利用率[4-5]。同时,该技术制备的马氏体不锈钢涂层具备高硬度、高耐腐蚀性能[6-7],与基体表面实现良好的冶金结合,稀释率一般仅为2%~4%,且熔覆过程中热输入非常小,有利于减小活塞杆熔覆变形,被誉为替代传统电镀工艺的先进绿色制造技术,具有广阔的应用前景。 众所周知,液压缸活塞杆表面光洁度要求极高,一般采用磨削后抛光组合工艺进行后处理,存在加工效率低的问题。车削-超声光整加工作为一种高效的后处理工艺,能够将两种加工装置集成到一个工件,实现活塞杆表面原位加工。同时,超声光整加工处理不仅能提升涂层最终表面粗糙度,而且能在活塞杆表面形成残余压应力,有利于提升涂层的抗疲劳性能[8-9]。因此,本文以高速激光熔覆马氏体不锈钢涂层为研究对象,研究了工艺参数对车削-超声光整加工后涂层表面粗糙度影响规律,利用田口分析优化得到了最优的超声光整加工参数,为高速激光熔覆技术在工程机械行业液压缸活塞杆表面强化中推广应用提供理论支撑。 1.试验方法 1.1 涂层制备 采用高速激光熔覆技术在尺寸φ50×200mm的活塞杆基材42CrMo表面制备马氏体不锈钢涂层,熔覆粉末材料为天津铸金科技开发股份有限公司生产的JG-11粉末,其主要元素含量如表1所示,粉末粒度范围20~53μm,松装密度为4.25g/cm3。熔覆前采用酒精清洗试样基体表面油污、切削液等污物,采用一夹一顶方式将试样装夹于卧式转台上。同时,为避免装夹误差对高速激光熔覆加工质量的影响,利用百分表测试试样圆柱面跳动量。高速激光熔覆加工关键工艺参数如表2所示。 表1 粉末成分表 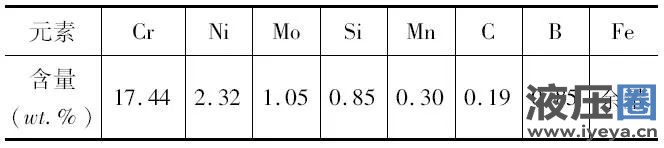 表2 高速激光熔覆加工工艺参数参数 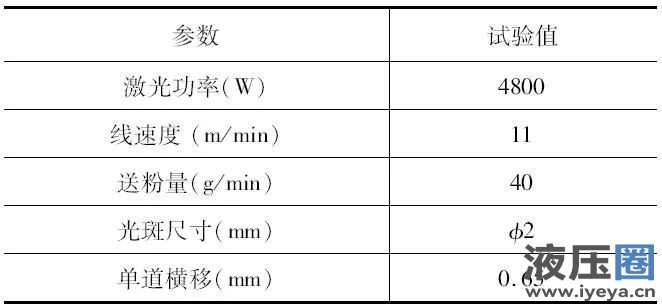 1.2 涂层硬车削加工 采用硬车削工艺技术对马氏体不锈钢涂层进行加工,基于Mazak QTN 350-ⅡM/1500U车削中心,车削刀片CBN陶瓷刀片,刀片圆角半径为0.8mm。由于活塞杆表面粗糙度参数及形貌特征直接影响液压缸整体服役性能,因此重点分析了硬车削参数对加工后涂层形貌的影响规律,设计了以切削速度、进给量为影响因子的正交试验方案,单次吃刀量0.1mm,涂层车削加工参数优化正交试验方案如表3所示。 表3 车削加工参数优化正交试验方案 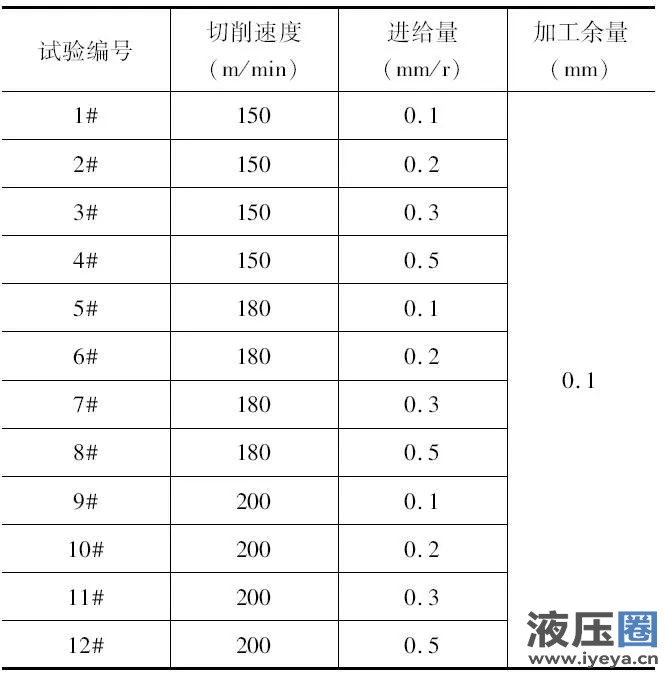 1.3 涂层超声光整加工为进一步提升车削后涂层表面粗糙度,采用超声光整加工工艺对涂层进行光整处理。涂层超声光整加工采用山东华云机电科技有限公司生产的HK30G超声光整加工设备,刀头形式为HSG。基于不同车削工艺参数所获得的不同涂层形貌特征,采用同一超声光整加工工艺对活塞杆表面涂层进行处理,进而分析初始车削形貌对涂层超声光整加工效果的影响。超声光整加工工艺参数如表4所示。 表4 超声光整加工工艺参数 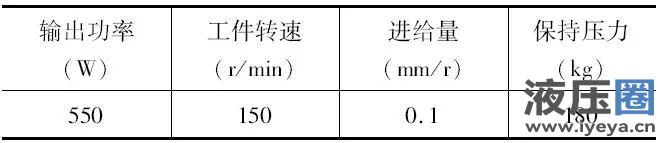 同时,设计了以输出功率、进给量、工件转速为影响因子的试验方案,如表5所示,研究不同超声光整工艺参数对活塞杆涂层表面加工质量的影响规律,分析得到最优的超声光整加工工艺参数。 表5 超声光整加工参数优化方案 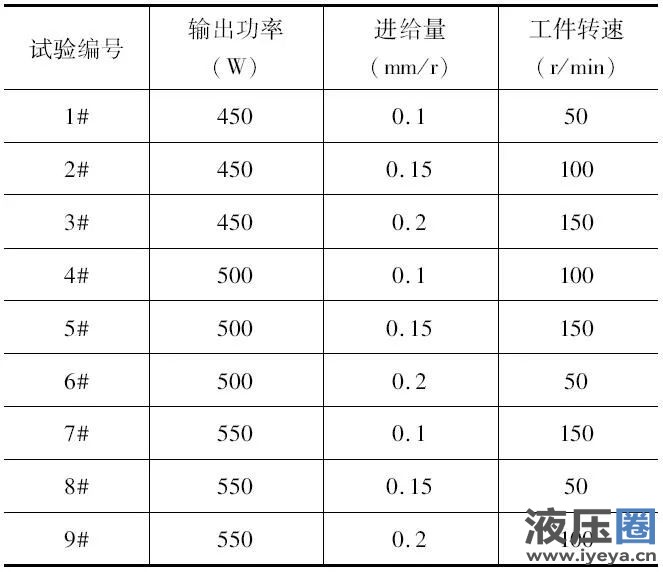 1.4 涂层性能表征方法高速激光熔覆马氏体不锈钢涂层制备后采用线切割方法制取试样,镶样、研磨和抛光后,采用DMI5000M型倒置式金相显微镜对涂层的组织及结构进行分析。采用KB显微维氏硬度仪对喷涂试样的纵截面显微硬度进行测定,平行涂层与基体结合界面方向每隔0.1mm取点,载荷为100g,加载时间为15s。同时,利用布鲁克Contour GT-K1三维光学显微镜对车削及超声光整加工后涂层试样表面进行检测,测试过程采用VSI测量模式,信噪比阈值设置为5%,选用10倍物镜和0.55倍放大镜,最终采用VISION64软件对形貌的三维粗糙度参数进行表征及测量。 2.试验结果分析 2.1 高速激光熔覆涂层性能表征 图1a、图1c所示为活塞杆表面高速激光熔覆和普通激光熔覆马氏体不锈钢涂层金相组织,从图1a可以看出,黑色尖头所指位置为相邻两道熔覆层搭接区域,图示区域包含了约6道熔覆层,整体呈多米诺骨牌的搭接状态,而图1c所示的普通激光熔覆组织只能看到一个搭接区域。两种工艺所获得的涂层金相组织存在以上差异主要是由于高速激光熔覆一般采用小光斑(φ2mm)、高线速度(10~100m/min)、高搭接率(65%~85%),而普通激光熔覆一般采用大光斑(φ5mm)、低线速度(0.5~2m/min)、高搭接率(45%~55%)。进一步分析可以得到,图1b、d所示的两种涂层组织的生长方向均垂直于涂层与基体结合界面,这主要与熔覆层凝固过程中热量主要沿垂直于结合面方向散失有关。同时,还可以看出图1b所示的高速激光熔覆涂层组织粒度要小于图1d所示的普通激光熔覆涂层,这主要是由于高速激光熔覆过程对活塞杆基体的热输入较小,涂层凝固过程冷却速度要高于常规激光熔覆,进而获得更加细小、均匀的涂层组织[10]。 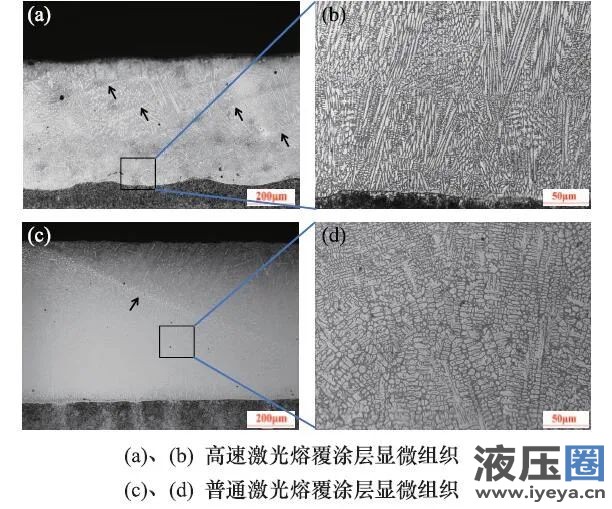 图1 高速激光熔覆涂层和普通激光熔覆涂层显微组织 图2所示为活塞杆表面高速激光熔覆马氏体不锈钢涂层显微硬度分布图,可以看出涂层显微硬度均高于700HV,且分布较为均匀,进一步说明活塞杆表面所制备的熔覆层具有较高的致密性、内部无缺陷。 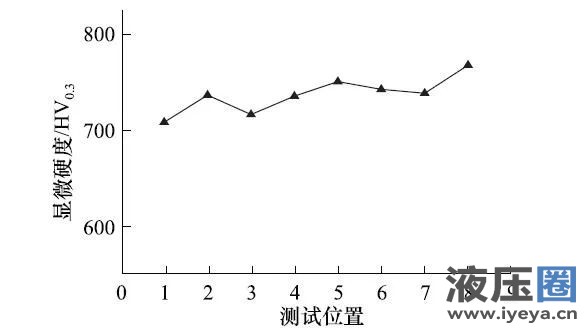 图2 高速激光熔覆涂层显微硬度分布图 2.2 车削参数对涂层加工形貌的影响分析基于表3所示的熔覆层车削加工正交试验方案,分别对活塞杆表面高速激光熔覆层进行车削加工,如图3所示。利用粗糙度测量仪对车削后涂层试样进行粗糙度检测,结果如图4所示,可以看出当进给量为0.1mm/r时,获得的涂层粗糙度最小,约为Ra0.4μm。随着进给量逐渐增大,车削后涂层的粗糙度显著增加,当进给量为0.5mm/r时,车削后涂层粗糙度达到Ra9.7μm。然而,在同一进给量下,切削线速度的变化对车削后涂层的粗糙度影响较小。由此可见,与切削线速度相比,进给量对车削后涂层粗糙度的影响较为显著。 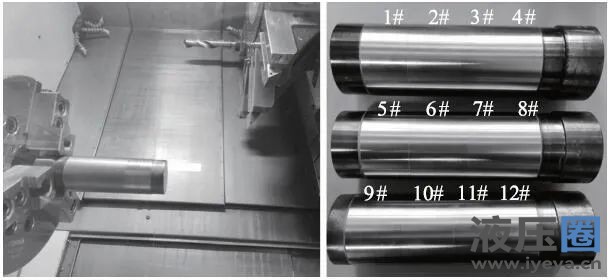 图3 熔覆层车削加工 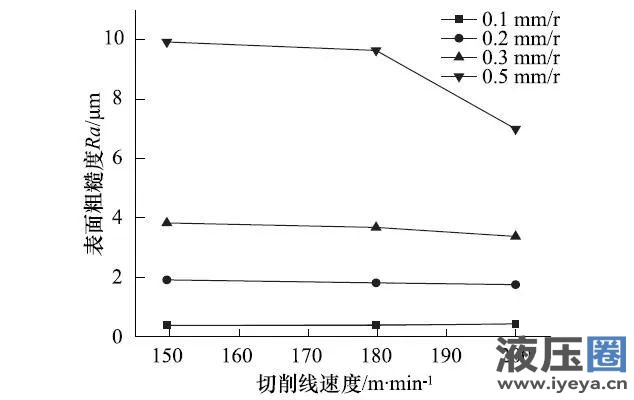 图4 不同参数水平下表面粗糙度变化 进一步对车削后涂层表面形貌进行了分析,部分车削参数所获得的涂层表面形貌结果如图5所示。由图可以看出,车削后活塞杆表面涂层形貌具有较强的各向异性,第一组车削参数所获得的涂层表面均匀分布着车削沟槽,且间距较小,其主要原因是由于进给量较小时,刀具沿机床主轴方向进给速度较低,即车削后残留的加工沟槽间距较小。同时,较小的进给速度有利于刀具对前一道车削区域进行二次车削加工,进一步降低车削后涂层表面波峰高度,改善车削后涂层粗糙度。从2#到4#车削参数所获得的涂层表面形貌可以看出,随着进给速度逐渐增大,涂层表面残留的车削沟槽逐渐增大,且刀具对前一道车削区域的二次车削加工效应逐渐减弱,最终导致波峰与波谷间高度差越来越大,涂层不平整度及粗糙度显著增加。 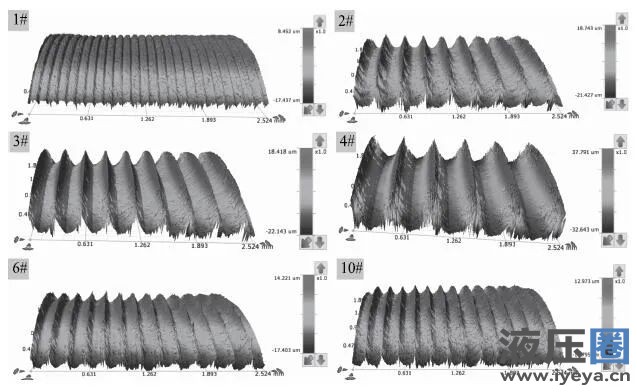 图5 不同车削参数下涂层表面形貌 对比分析2#、6#、9#三组车削参数下涂层表面形貌,当进给量不变时,随着切削线速度逐渐增大,车削后涂层表面残留的车削沟槽间距逐渐减小,波峰与波谷高度差呈微小的降低趋势。 2.3 初始形貌对涂层超声光整加工质量的影响分析活塞杆表面熔覆涂层车削后残留的尖锐凸峰将加速密封圈的失效进程,因此需要进一步对熔覆涂层进行光整处理。如图6所示,基于上述不同车削工艺参数所获的涂层加工试样,利用表4所示的超声光整加工工艺参数对上述试样进行处理。如图7中黑色和红色线条所示分别为超声光整加工前和加工后每个涂层试样表面粗糙度测试结果,可以看出超声光整加工能够有效提升涂层表面粗糙度水平,且初始形貌粗糙度越大,其改善效果越显著。  图6 高速激光熔覆涂层超声光整加工 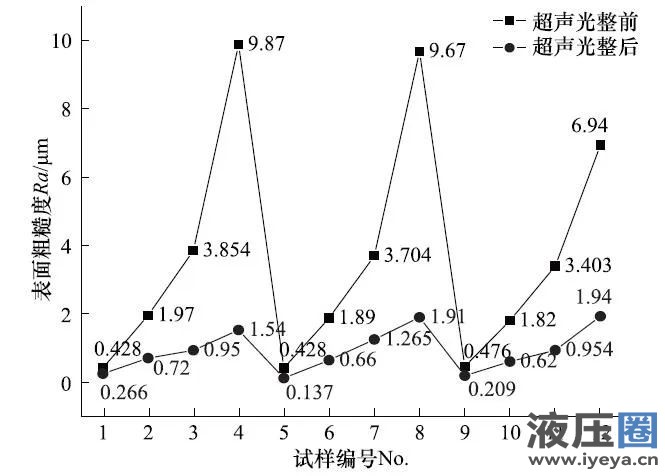 图7 超声光整加工前后涂层粗糙度对比分析 进一步对超声光整加工后涂层表面形貌进行了测试与分析,如图8所示分别为1#、3#、4#车削工艺参数所获得的涂层在超声光整加工前与加工后的表面形貌测试结果。 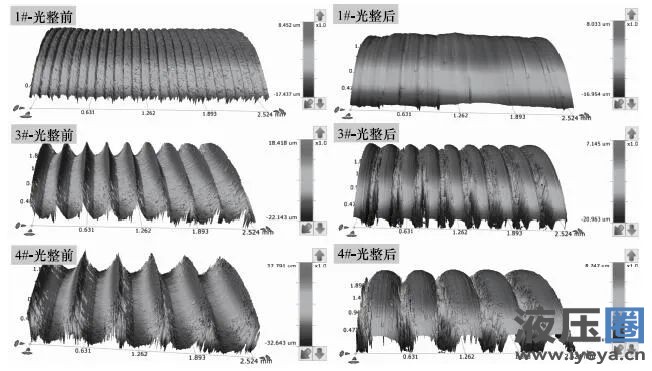 图8 超声光整加工前后涂层表面形貌对比分析 从图中可以看出,经过超声光整加工后,1#涂层表面车削加工后残留的波峰基本消失,表面无明显车削沟槽。3#、4#涂层超声光整加工后表面仍存在较为明显的波峰,且波峰顶部呈圆弧过渡。进一步分析发现,超声光整加工后涂层表面波峰的宽度均显著增大,但波峰高度均显著降低。由于超声光整加工后涂层表面波峰的宽化和钝化,有效减小了工作过程中活塞杆涂层表面尖锐凸峰对密封圈的磨损,有利于提升液压缸密封可靠性。超声光整加工后活塞杆涂层表面形貌变化原因主要是由于超声光整加工过程中,在高挤压力和高频超声冲击力耦合作用下,滚压球对涂层表面产生较强的挤压力作用,其中波峰处由于与滚压球接触面积较小,单位面积压应力最大,当应力超过涂层的弹性极限时将导致波峰发生塑性变形,进而使波峰高度变小、波谷宽度变小,最终改善了涂层表面粗糙度。1#涂层由于初始形貌中波峰宽度和残留沟槽宽度均较小,超声光整加工产生的塑性变形有效填补了沟槽区域,使加工后涂层表面形貌更加完整,有利于改善活塞杆表面熔覆层与密封圈配合副间摩擦性能。3#、4#涂层表面残留沟槽宽度较大,超声光整加工产生的塑性变形无法填补沟槽区域,导致加工后涂层表面形貌波峰仍较为明显,但波峰高度及沟槽宽度均显著降低,进而提升了涂层表面粗糙度。 2.4 工艺参数对涂层超声光整加工质量的影响分析利用表3中第10#车削工艺参数对活塞杆表面涂层进行车削加工,车削后涂层表面粗糙度平均约1.84μm。同时利用表5所示的正交试验方案对上述试样进行超声光整加工,对加工后涂层表面粗糙度进行测试与分析,结果如图9所示。可以发现,超声光整加工显著降低了涂层表面粗糙度,能够满足工程机械液压缸活塞杆表面粗糙度设计要求。 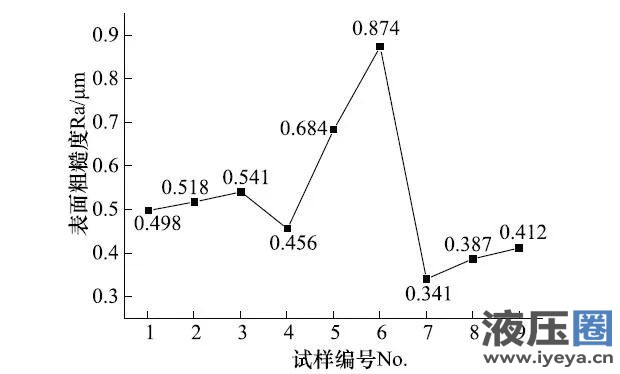 图9 不同超声光整参数下粗糙度值 采用田口分析方法进一步研究了不同工艺参数对涂层超声光整加工质量的影响规律,由于在超声光整加工中希望涂层粗糙度值最小,故以望小特性作为评价标准,选择 S/N 比计算公式如下[11-12]:  式中 yi—— 涂层表面粗糙度值;n —— 每个水平的实验次数。 由Minitab软件得出信噪比主效应如图10所示。从图10可知,不同超声光整加工参数对涂层粗糙度的影响规律,进一步通过信噪比主效应图分析可以得到最优超声光整工艺参数:输出功率500W、进给量0.15mm/r、工件转速50 r/min。超声光整加工后活塞杆涂层粗糙度的信噪比响应表如表6所示,由表中可以得出,输出功率对超声光整加工后涂层粗糙度的影响最为显著,影响程度依次为:输出功率>进给量>工件转速。 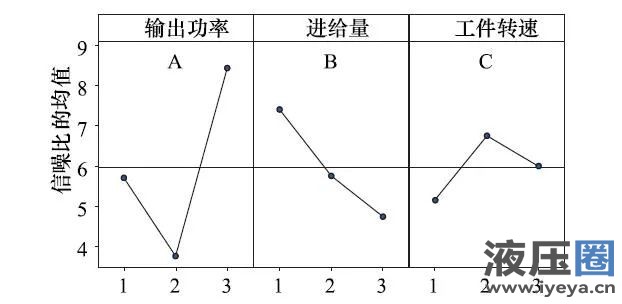 图10 涂层粗糙度信噪比主效应图 表6 涂层粗糙度信噪比响应表 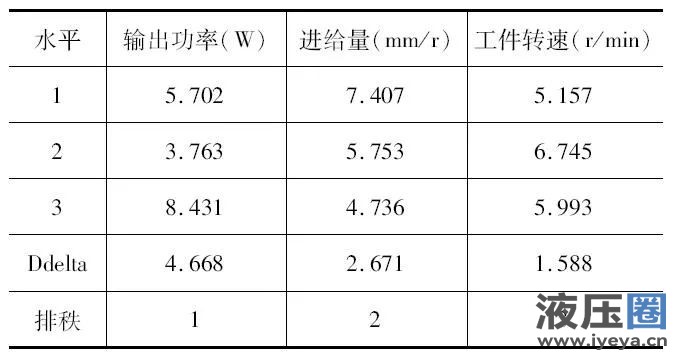 3 结论 (1)活塞杆表面高速激光熔覆马氏体不锈钢涂层显微硬度均高于700HV,且分布较为均匀。高速激光熔覆过程小光斑、高线速度、高搭接率使涂层显微组织整体呈多米诺骨牌的搭接状态,低热输入、高速度使高速激光熔覆涂层组织粒度要小于普通激光熔覆涂层。 (2)与切削线速度相比,进给量对车削后活塞杆涂层粗糙度的影响较为显著。车削后涂层形貌具有较强的各向异性,表面均匀分布着残留沟槽和波峰,将加剧服役过程中液压缸密封圈的失效进程。随着进给速度逐渐增大,涂层表面残留的车削沟槽逐渐增大,且刀具对前一道车削区域的二次车削加工效应逐渐减弱,最终导致波峰与波谷间高度差越来越大,涂层不平整度及粗糙度显著增加。 (3)超声光整加工工艺能够显著提升活塞杆涂层表面粗糙度,在高挤压力和高频超声冲击力耦合作用下,波峰处由于与滚压球接触面积较小,单位面积压应力最大,当应力超过涂层的弹性极限时将导致波峰发生塑性变形和材料蠕动,进而使波峰高度变小、波谷宽度变小,最终改善了涂层表面粗糙度,改善液压缸活塞杆与密封圈间摩擦性能。 (4)超声光整加工过程中,工艺参数对超声光整加工后活塞杆涂层粗糙度的影响程度依次为:输出功率>进给量>工件转速。通过田口分析得到活塞杆高速激光熔覆马氏体不锈钢涂层超声光整最优工艺参数:输出功率500W、进给量0.15mm/r、工件转速50r/min。 参考文献 [1] 郭佳朋,方海婷,国敬轩,等.工程机械行业标准国际化助推产品“走出去”研究[J].标准科学,2021,(S1):212-221. [2] 上官琪,许征兵,朱斌强,等.工程机械油缸密封圈失效机理分析及改进[J].内燃机与配件,2021,(16):58-59. [3] 陈以林,沈杜烽,杜海明.“碳达峰”背景下工程机械动力发展趋势研究[J].现代车用动力,2022,(1):11-13+40. [4] 徐一飞,孙耀宁,王国建,等.高速激光熔覆铁基合金涂层的组织及性能研究[J].中国激光,2021,48(10):222-230. [5] 程相榜,张丽苹,张自强,等.基体粗糙度和厚度对高速激光熔覆层耐蚀性能影响[J].煤矿机械,2022,43(7):72-75. [6] 陈书楠,娄丽艳,纪纲,等.超高速与常规激光熔覆Fe基涂层微观组织及性能研究[J].表面技术,2022,(5):1-13. [7] 喻佳臣,邱长军.激光熔覆制备马氏体不锈钢涂层的研究[J].机械工程师,2022,(3):131-133. [8] 郑开魁,林有希,蔡建国,等.超声滚压工艺对模具钢激光熔覆层表面质量的影响[J].机械工程学报,2022,58(12):111-120. [9] 王爱福,鲁帅帅,朱智勇,等.超声光整工业纯铁表面粗糙度分析研究[J].现代制造技术与装备,2015,(3):5-6+13. [10] 李俐群,申发明,周远东,等.超高速激光熔覆与常规激光熔覆431不锈钢涂层微观组织和耐蚀性的对比[J].中国激光,2019,46(10):174-183. [11] 汪先送,程佩,张卫文,等.基于田口方法的Al-Cu合金挤压铸造工艺参数优化[J].特种铸造及有色合金,2012,32(5):447-450.[12] 林航,华学明,马晓丽,等.DOE方法在焊接工艺研究中的应用现状[J].焊接,2008,(9):9-12+69 |

会员评论