|
|
关于PLC控制伺服阀 [复制链接]
[复制链接]
|
|
建议使用专业的控制做伺服阀控制
https://www.iyeya.cn/forum.php?m ... &extra=page%3D1 | |
 IP卡
IP卡 狗仔卡
狗仔卡
 发表于 2015-2-4 08:36:21
发表于 2015-2-4 08:36:21
|
要解决第一个问题, PID的设定点必须从当前的位置开始平滑地移动到终点位置。
第二个问题不够明确。执行器可以在开环状态下沿过渡斜坡的距离移动,然后进入闭环运动,但过渡斜坡不会很平滑。 对于大多数应用来说,PLC的扫描时间太慢。而且PLC扫描时间不是恒量,导致计算速度方面的困难。 PLC的PID不是为运动控制设计的。它们的时间常数是分钟级而不是秒钟或几分之一秒钟级的,所以除非使用浮点,会丢失分辨率。PLC不具有快速I / O,它的输入或输出速度没有运动控制器那么快。另外PLC没有内置的过渡斜坡或运动轨迹规划器,而这正是控制过程中最难编程的一部分。 | |
 发表于 2015-2-6 06:09:01
发表于 2015-2-6 06:09:01
|
你好 有这方面的问题 想请教你 可以交流下嘛
| |
|
我可以沟通,但我的中国人很穷。
不要使用成语或隐喻。 计算机翻译不知道如何翻译。 提出需要简短回答的问题。 用中文写一个长答案很难 | |
|
a = F/m
a = (Pa*Aa-Pb*Ab)/m |
|
|
这个简单的问题讨论了3年,还没有找到最简单说明问题的方法。很是遗憾。这就是传统伺服液压的悲哀。
现在我可以告诉大家一个简单的方法了,你用PLC直接向智能阀发出命令即可,包括速度和位置,智能阀就按照你的指令工作,不需你参与任何控制,这简单了吧! | |
|
我理解这个问题,但我不知道为什么它仍然存在。 Back2049可以编写PLC代码来控制液压缸。
Back2049已经证明了良好的效果。 为什么其他人不能这样做呢? 我已经发布了一个模拟器的python代码,它显示了闭环液压控制系统的工作原理。 我已经展示了如何提升和降低速度。 我提供了示例PID代码。 问题是人们希望为他们完成工作。 将python代码转换为PLC代码需要做大量的工作。 在没有示例的情况下编写代码需要更长的时间。 在某些时候,必须做出决定。 选择是使用PLC并花费大量时间编写代码或购买运动控制器,其中大部分代码已经完成并在固件中进行调试。 我提供了比1983年我编写第一个液压伺服程序时更多的信息。 那时我不知道我不知道的是什么。 | |
|
a = F/m
a = (Pa*Aa-Pb*Ab)/m |
|
|
用这个廉价的控制器代替PLC,就没有任何编程麻烦了,几分钟搞定,可以直接控制智能阀或数字缸即可实现精确的速度控制和位置控制。
| |
|
本帖最后由 数字液压 于 2018-8-14 11:59 编辑
上楼提到的PPC01控制器实际应用视频如下,这个应用已经连续供货超过10年了。其中控制数字缸实现不同高精度位置下的快速进给、降速锯切、加速锯切和高速回退控制的,正是廉价的PPC01单轴控制器,这种控制器初中文化20分钟即可学会,替代了原本复杂的运动控制器,不仅为主机制造企业节约了大量成本和调试时间,给最终用户带来的是作业效率的提升和维护成本的降低。。。因此该主机制造企业已经在国内占有了超过50%以上市场,高端产品售价还超过了进口。数字液压为用户创造了竞争力和盈利能力的提升。 锯机及控制器 采用数字液压缸和SZG控制器构成的“大型磨切锯/砂轮切割机/无齿锯机数字液压驱动控制系统” 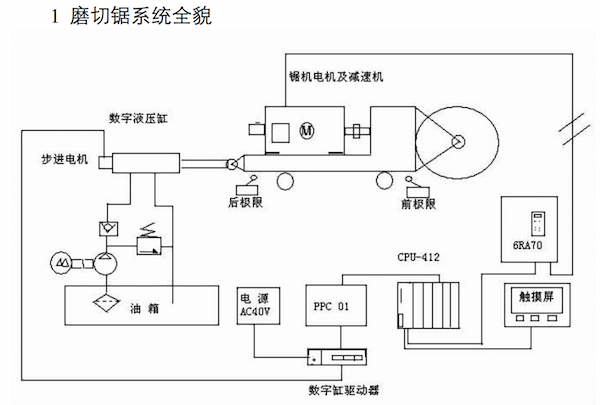   不同的进给和回退速度及位置控制 详细介绍及视频:http://www.hydraulic.com.cn/aspcms/product/2015-5-22/122.html  下面是数字控制器用于砂轮磨切锯机的程序 00 J-CNT 41 2 通过判断计数器的值判断是否撞到了极限开关 01 OUT 0001 首先内部蜂鸣器长声鸣叫一次 02 J-BIT 21 2 0 判断输入2,B程序转第21行,A程序顺序执行 03 SPEED ***** A程序设定的快进速度n1 04 G-LEN ***** A程序设定的快进距离S1 05 SPEED ***** A程序设定的慢速接近速度n2 06 G-LEN ***** A程序设定的慢速接近距离S2 07 SPEED ***** A程序设定的锯切速度n3 08 G-LEN ***** A程序设定的锯切距离S3 09 OUT 1001 输出信号并长声鸣叫一次 10 DELAY 1000 停留1秒(n4),等待主系统对信号进行确认 11 J-BIT 14 1 0 如果允许快退信号到转第14行,否则顺序执行 12 DELAY 100 延时100毫秒, 13 JUMP 11 转第11行,重新进行判断 14 OUT 0000 结束信号短声鸣叫一次 15 SPEED ***** A程序设定的快退速度n5 16 G-LEN ***** A程序设定的快退距离S5 17 OUT 0101 输出信号并长声鸣叫一次 18 DELAY 1000 停留1秒,等待主系统对信号进行确认 19 OUT 0000 结束信号输出,并短声鸣叫一次 20 JUMP 42 执行完A程序,转结束 21 SPEED ***** B程序设定的快进速度n1 22 G-LEN ***** B程序设定的快进距离S1 23 SPEED ***** B程序设定的慢速接近速度n2 24 G-LEN ***** B程序设定的慢速接近距离S2 25 SPEED ***** B程序设定的锯切速度n3 26 G-LEN ***** B程序设定的锯切距离S3 27 OUT 1001 输出信号并长声鸣叫一次 28 DELAY 1000 停留1秒(n4),等待主系统对信号进行确认 29 J-BIT 32 1 0 如果允许快退信号到转第32行,否则顺序执行 30 DELAY 100 延时100毫秒, 31 JUMP 29 转第29行,重新进行判断 32 OUT 0000 结束信号短声鸣叫一次 33 SPEED ***** B程序设定的快退速度n5 34 G-LEN ***** B程序设定的快退距离S5 35 OUT 0101 输出信号并长声鸣叫一次 36 DELAY 1000 停留1秒,等待主系统对信号进行确认 37 OUT 0000 结束信号输出,并短声鸣叫一次 38 JUMP 42 执行完B程序,转结束 39 Cnt-1 A/B操作地址入口,极限开关接通计数器开始加1 40 Cnt-1 使用计数器是为了使信号在撞上极限后失效 41 OUT 0011 撞上极限后报警,必须按"复位"再按“向下箭头” 42 End 程序结束 以上接近自然语言的编程怕是再找不到更简单更容易学习和使用的了,而且完成2种复杂的不同位置不同速度的精确控制仅仅42条指令,怕是也再找不到更简单的程序了吧? | |
|
利益的创造、耕耘与贡献者 —— 数字液压
|
|
|
本帖最后由 Use 于 2018-8-14 16:38 编辑
如果要控制多只油缸,比如三只油缸协调工作怎么办?其实也很简单,用三只廉价的PPC01控制器,分别编制每只油缸自己的运动程序,互相之间的协调可以用每只控制器带有的输出信号启动另一只控制器,完成互相协调工作,十分简单。 当然也可以选用标准的多轴控制器实现上述功能,比如我们用一个标准六轴控制器就完成了六自由度平台的控制。从而彻底的简化了传统伺服系统让人头疼的控制,让说不清、道不明、搞不定的伺服液压变成了人人会用的傻瓜液压。 | |
|
RMC运动控制器还会逐步发出命令。 RMC每次更改速度都需要一个命令。该命令有3个参数。新的速度,
达到新速度的位置,以及进入下一步以获得下一速度的位置。这只需要七个步骤。不同之处在于,RMC将允许用户具体说明速度开始变化的位置以及应该达到新速度的位置。 RMC提供加速和减速控制,并使用s曲线。 RMC可以使用变量名而不是硬编码常量。 RMC使用标签来指示跳转的位置。这可以避免在必须插入步骤和步骤编号更改时出现的问题。 我在图中看到了S7-400 CPU的外观。西门子PLC将由RMC取代。这将简化编程,因为所有这些都可以在一个地方完成。 RMC可以使用以太网与HMI轻松连接。 HMI可以在运行期间即时更改变量。 RMC具有多任务处理能力。 RMC可以完成6DOF的所有计算。无需外部控制器。 | |
|
a = F/m
a = (Pa*Aa-Pb*Ab)/m |
|
