油缸活塞杆铬层耐蚀性研究
第一作者简介:于亮(1989-),男,吉林长春人,工程师,硕士,主要从事液压技术研究,就职于北京航天发射技术研究所。
摘 要:该文通过镀铬的热处理工艺分析及新旧活塞杆样件的微观分析,认为镀铬缺陷及腐蚀源点很难避免,并根据不同的缺陷提出其腐蚀的发展趋势,并根据封孔剂阻断铬层腐蚀的发展路径验证其在中性盐雾试验室及岛礁海洋环境下的防腐效果。
关键词:铬层;腐蚀;中性盐雾试验;岛礁海洋环境
引言
油缸是液压系统的重要执行元件,活塞杆表面处理方式是决定油缸可靠性的关键因素之一,目前液压行业主要采用电镀单层硬铬或镀乳白铬+硬铬的双层复合铬层表面处理方法,铬化学性能稳定,防腐能力较好,硬度较高可达HV1050,摩擦系数较低,同时还有工艺成熟、简单、成本低的优点,故该工艺方法在油缸活塞杆的表面处理上运用最为广泛。但在油缸的使用过程中,却发现大量的活塞杆镀铬层出现腐蚀、脱落等现象,海洋环境或潮湿的煤矿矿井环境尤为严重,本文对油缸活塞杆镀铬的腐蚀机理及腐蚀发展趋势进行了分析并给出了提高其耐蚀性的措施,并对措施的有效性进行了试验验证。
1.铬层腐蚀机理分析
1.1 基体腐蚀机理
镀铬固有的裂隙特性导致铬层不能对基体实现完全的屏蔽,使活塞杆基体与外界空气可实现氧原子及腐蚀介质的交换,在此工况下金属将产生电位差,产生原电池效应,形成电化学腐蚀,较为活泼的活塞杆基体作为阳极被腐蚀,如果当产品镀铬前处理不到位,在镀铬前基体已经出现腐蚀现象,由于铬层的孔隙效果镀层下方积存腐蚀性介质,则在后续使用过程中加速基体发生快速腐蚀。当基体腐蚀物逐渐集聚在铬层固有的缝隙内时所产生的应力会加剧缝隙的膨胀,当膨胀达到表面铬层时,铬层会发生膨胀剥落。在油缸使用过程中基体腐蚀是主要的腐蚀方式。
1.2 铬层表面腐蚀机理金属铬电镀后在表面会形成一层致密的、透明的氧化膜,此氧化膜使金属铬钝化使之具有防腐效果。在潮湿的环境中,当含有氯离子的液体或固体沾染在镀铬表面,氯离子的活化作用会对铬的氧化钝化膜起到活化作用,从而使铬层开始产生腐蚀。氯离子与金属铬有很强的优先吸附力并同时将铬表面将氧排掉,而氧决定铬层表面氧化膜的防腐特性,当氯离子取代氧与铬形成氯化物后,金属氧化膜被破坏,导致铬层被腐蚀。当金属铬开始腐蚀后,因铬层存在孔隙和微裂纹现象,在微小的缝隙环境中,溶解的金属离子浓度大大增加, 为保持电荷平衡, 氯离子会不断迁入蚀孔, 导致氯离子富集,形成金属氯化物的浓溶液,从而导致了腐蚀的加速。
2.镀铬的工艺过程分析
2.1 多家镀铬工艺过程
图1和图2为某甲、乙两个企业镀双层铬的工艺过程。
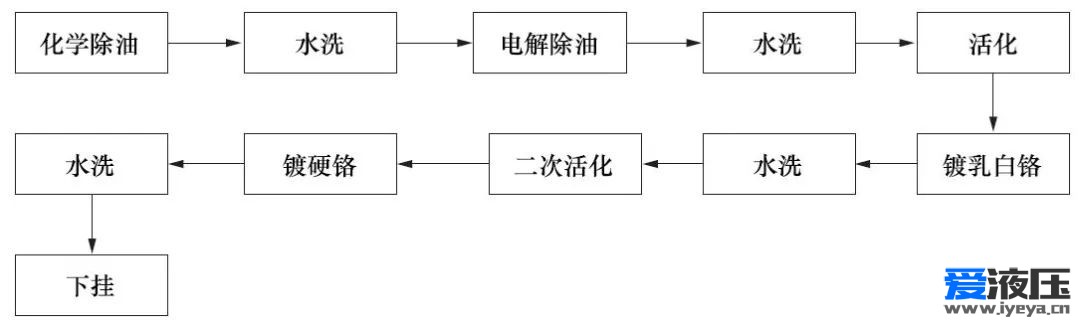
图1 某甲企业镀铬工艺过程

图2 某乙企业镀铬工艺过程
2.2 工艺过程阐述(1)化学除油:为碱性除油,即用主要含NaOH的溶液除油。
(2)电解除油:是在碱性(NaOH)溶液中,阳极为工件,实际是对工件进行腐蚀的一个过程,在腐蚀过程中去掉油污等脏东西。
(3)活化:浸蚀也叫阳极活化:镀槽中阴极阳极换级,阳极为工件,原有阳极为阴极,实际是对工件的腐蚀过程,将氧化物及锈蚀点腐蚀掉,时间一般不超过30s,电流密度20~40A/dm2。
(4)小电流阴极活化:阴阳极不用交换,首先以小电流密度2~4A/dm2通电,当阴极电流密度小于金属析出的最低电流密度5A/dm2时,工件表面开始有氢析出,这些氢原子强大的还原能力将金属表面已经成型的氧化膜破坏并还原成原有金属铬,使工件处于活化状态,活化时间一般控制在1~2min,时间过长会造成原有铬层腐蚀严重或脱落严重或发黑等。
(5)酸洗液活化:也称化学活化,即在硫酸或盐酸液中进行浸泡。
2.3 工艺过程分析从以上三家的工艺过程分析,在镀铬前处理都会酸洗去除氧化皮,在进入镀铬槽后有一个活化过程,即人为的对工件进行短时间的腐蚀,以达到彻底去除氧化皮的目的,这些过程决定了在镀铬过程中基体不可避免会受到一定的微腐蚀,好处是微腐蚀可以让基体尽可能露出晶体使铬层的附着力更强,可以避免由于氧化皮造成的铬层缺陷,但微小腐蚀坑的存在很容易使铬析出时造成应力不均匀形成贯穿性裂隙,成为铬层腐蚀的源点。
从三家工艺过程分析,虽然稍有不同,但本质是一样的。
3.铬层缺陷的形成
3.1 裂隙缩孔的形成
镀铬过程的析氢现象是其固有特性,这一特性决定了镀铬过程中会出现拉应力,且铬在基体附着后由于产生体积收缩现象也会造成铬层拉应力现象,当拉应力达到一定程度,铬层会被拉裂,出现铬层的裂隙,裂隙呈现不规则网状,也可以是十字交叉线状的。有的裂隙在一个断面上直接深达基体贯通铬层表面,有的裂隙是通过裂隙网络将基体与铬表贯通,而大多裂隙是通过网络在铬层之间连通,或深达基体未及铬表,或贯通铬表未达基体。
缩孔是在镀铬过程中由于析氢效应,部分气泡在镀铬过程中没有及时析出但又在后期析出,造成电镀的断续形成的(见图3)。
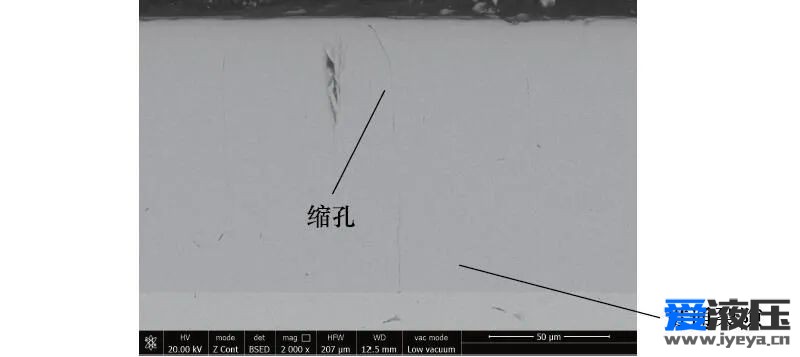
图3 裂隙、缩孔图示
3.2 针孔的形成针孔是贯穿单一镀层至基体或多层镀时贯穿某一层镀层的细小孔眼,其特点是直接暴露出基体或被贯穿的镀层,针孔大小不一,形状也不规则,有的直接肉眼可见,有的需要借助放大镜等才可观察到(见图4)。
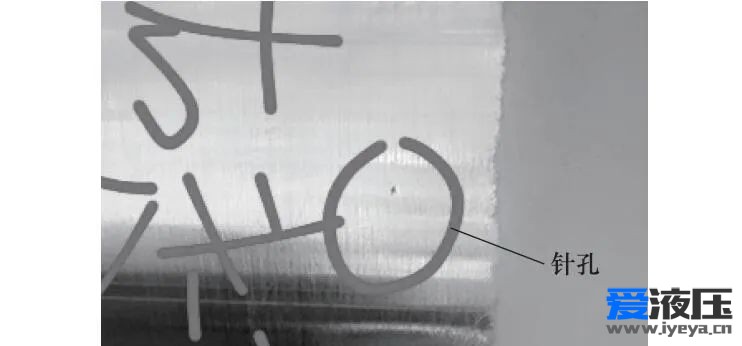
图4 针孔样貌
针孔产生的原因较复杂,大致有:(1) 基体自身金相组织不均匀,或多余物的存在,或析氢排气不顺畅造成这些部位镀不上铬,形成针孔。
(2) 镀件表面的油污没有彻底清洗干净或镀件锈斑清理不当,电镀时这些缺陷容易出现不导电或导电性差的现象,而这些缺陷点容易聚集气体继而形成针孔,该因素形成的针孔具有密集且无规则的特点。
(3) 电镀件在电镀前已经产生锈斑等缺陷,由于锈斑不易导电,在进行电镀时,会导致针孔的产生。
(4) 镀液缺陷,例如三价铁或三价铬等杂质的存在,易形成镀层针孔。
(5) 电镀过程中,析出的氢易附着在表面粗糙或划伤严重处,如果氢不能顺利排出而形成氢气泡,导致该处无法正常放电易生成针孔,且这样的针孔往往较大。
(6) 镀液中的颗粒物、悬浮物或是微小的杂质附着在镀件内壁,电镀过程中易产生针孔。
4.铬层腐蚀源点及其腐蚀进程趋势分析
4.1 什么是腐蚀源点基体可直接与大气氧原子、氯离子、硫离子等腐蚀介质进行交换的点;或即使未与大气贯通但基体受屏蔽的铬层非常薄的点;基体在前处理过程中或材料自身缺陷出现的腐蚀坑都称为腐蚀源点。
源点的特点是,当源点与大气开始进行氧原子、氯离子、硫离子(或其他腐蚀介质)交换时,源点即进入腐蚀进程,开始出现腐蚀产物,由于腐蚀产物体积膨胀的特性,当腐蚀产物进入铬层裂隙网络时,会胀大裂隙,加速源点的腐蚀速度。当源点浸在油液中或用封孔剂等物质封闭源点与大气贯通的途径,则源点就暂时终止了腐蚀进程。
4.2 腐蚀源点很难避免
从整个镀铬工艺可知,在镀铬工艺过程中基体不可避免受到微弱腐蚀,腐蚀过程主要发生在镀前酸洗、镀中刻蚀及镀后镀层缺陷中残存镀液的腐蚀,这些腐蚀点就是腐蚀源点。
对使用8年的不同产品进行多个样件的切样微观分析,所有被观察的样件都可找到其腐蚀源点,且所有样件的基体不同程度都存在腐蚀现象,大小从5~200μm不等,腐蚀坑的大小与镀铬工艺、产品环境应力及使用时间有关。
对图5铬层剥落点的腐蚀点进行微光样貌及能谱分析,部分区域可见泥纹状腐蚀产物,部分区域还可见深入内部的孔洞,腐蚀区存在较多网状裂纹,正常区域镀层较平整,未见开裂现象;对铬层腐蚀表面进行能谱分析,除基体Cr元素外还含有O及少量Fe、Na、Cl元素,这是典型的铬层腐蚀特点且基体腐蚀源点扩大后的状态非常明显。
选取图5同一根油缸且表面铬层完好处取样件,并剖切后观察期微观样貌如图6所示。
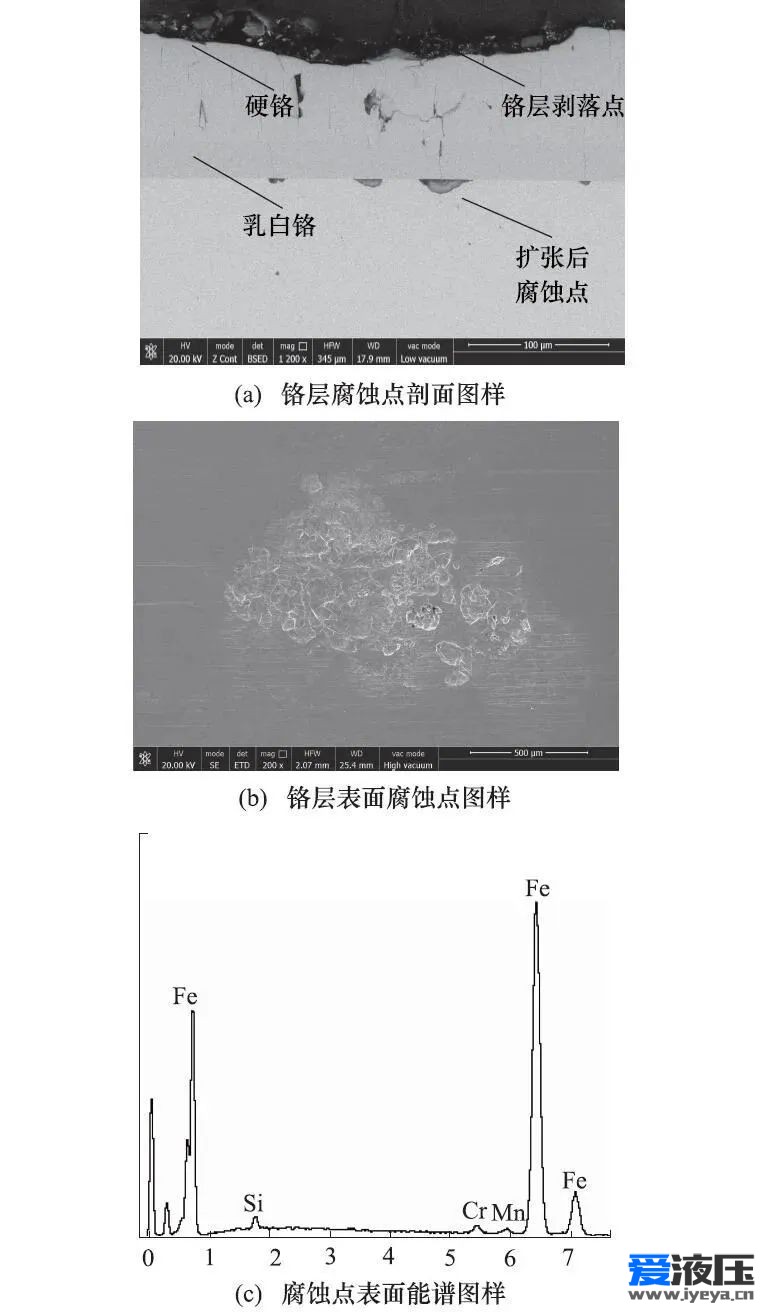
图5 使用8年后的产品样件剖面、表面及能谱图分析(1200X)
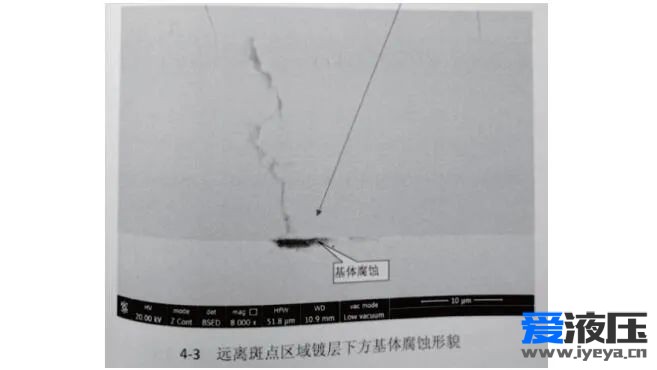
图6 表面铬层完好处剖面微观样貌图(8000X)
腐蚀源点明显,源点上的裂隙尚未贯通。
从不同厂家不同镀铬工艺分别做单层铬、双层铬样件各3件,共6件新样件并立刻进行铬层表面及切面的微观观察,同样发现腐蚀源点,且源点有贯通裂隙与其相连,说明该源点已经进入腐蚀进程,只是腐蚀进程较短,铬层表面还未表现出腐蚀特征。典型图样如图7所示。
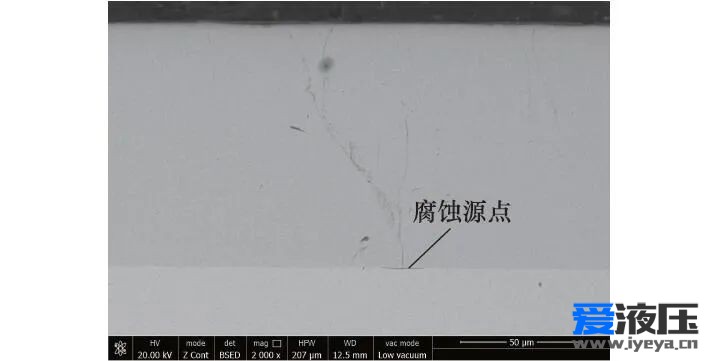
图7 新镀单层铬样件呈现的腐蚀源点(清华厂样件)
从镀铬工艺分析并结合新生产的不同厂家样件进行的剖切微观样貌分析可知,镀铬工艺很难避免会出现腐蚀源点, 当源点与大气可以进行氧原子与腐蚀介质交换时,腐蚀源点即进入腐蚀进程,当腐蚀源点不能与大气进行氧原子与腐蚀介质交换时,分两种情况,一种为如果该点留有残存镀液及氧原子,则该源点仍可进行腐蚀进程直至残存的氧原子耗尽且仍不能与大气相通,则该源点停止腐蚀进程进入休眠状态;其二为该源点无残留镀液及氧原子,则镀铬结束时,该源点即进入休眠状态。当别处的已经进入腐蚀进程的腐蚀源点由于腐蚀过程逐渐扩大裂隙网络直至该网络与休眠状态的腐蚀源点的网络贯通时,则休眠的源点即进入腐蚀进程。
4.3 腐蚀进程趋势分析1)直接或间接深达基体贯穿表面的针孔该缺陷是腐蚀增长速度最快的源点,因为该针孔下的基体直接与大气相通,或通过针孔周壁裂隙网络可达的基体未受到任何铬层的保护,基体产生的腐蚀物沿着针孔周壁上的裂隙进入周围的裂隙网络,由于腐蚀物进入裂隙后体积膨胀产生拉应力,造成裂隙膨胀,当这样的膨胀发生在铬层表面时,铬层就会发生腐蚀表征:微小或较宏观的腐蚀点或腐蚀坑,严重时发生大面积铬层剥落现象。
2)直接深达基体贯穿表面的裂隙如图8所示,这样的缺陷与1)的缺陷性质一致,基本没有受到铬层的保护,很快就会发生基体的腐蚀进而造成相关铬层的破坏。这样的缺陷如果铬层表面初始状态就出现较大的裂隙特征,检验人员就会检出剔除,但如果这样的裂隙极其微小,目视不可见,孔隙率检查也不能检验,这样的产品很可能被判定为合格件,其实产品在未使用时就已经在铬层表面出现了腐蚀特征。
图8 碳钢单层铬封孔剂封孔1416小时中性盐雾试验后
3)深达基体未直接贯穿表面的裂隙深达基体未直接贯穿表面的裂隙,但这些裂隙只与表层只差微小厚度,且微小厚度也分布了极微小裂隙或不规则缩孔等缺陷。这样的缺陷,其下的基体常常已经存在腐蚀源点,源点上已存在深达浅表的裂隙,通俗的讲即其下的基体只受到很浅的铬层保护,厚度有时仅几微米,这样的缺陷在初始状态往往表现出合格的镀铬表面,但产品使用时由于铬层磨损或被腐蚀,这些缺陷会很快出现表面腐蚀表征。
4)镀铬层固有的裂隙网络缺陷某些裂隙组成网络与腐蚀源点贯通,某些裂隙自成网络既不与腐蚀源点贯通也不与大气连接,这些裂隙网络并不参与腐蚀进程,但当参与腐蚀进程的裂隙网络由于腐蚀介质的介入发生膨胀扩张使网络之间贯通,造成原本并没有参加腐蚀进程的网络也加入到腐蚀进程,进一步加速产品的腐蚀。
5.提高铬层耐蚀性的措施
由于镀铬不可避免出现裂隙网络及腐蚀源点,那么阻断腐蚀的路径就可终止腐蚀的进程,镀铬+封孔剂的工艺方法就是采用封孔剂填充到铬层裂纹中以阻断腐蚀路径的方法,封孔剂俗称封胶,主要由固化剂和环氧树脂基材通过合理配比、搅拌形成,封孔剂在常温下为液体状态,加热后涂抹在铬层表面,与铬层有较强的结合力,并能够在短时间内固化且耐油性强。
单层铬及双层铬样件经过封孔处理后的样件,参照GJB150.11A-2009第11部分进行中性盐雾试验,1416小时后单层铬+封孔剂及多层铬+封孔剂均没有出现锈蚀点,同时样件进过岛礁海洋环境试验1年后,铬层表面出现个别微小腐蚀点。如图8~图10所示,说明这种工艺方法能很好地提升铬层的耐蚀性,当在特别恶劣的海洋环境下,在使用该工艺的前提下辅助涂抹润滑脂等维护措施,即可满足海洋环境的使用要求。

图9 碳钢双层铬封孔剂封孔1416小时中性盐雾试验后
图10 碳钢双层铬封孔剂封孔海洋试验1年后(个别腐蚀点)
6.研究结论
由于镀铬过程中不可避免会出现微裂纹、缩孔等缺陷,这些缺陷的存在会使基体不能完全受到铬层的屏蔽保护,当油缸活塞杆处于伸出状态时,基体会进入腐蚀进程,当在恶劣环境下工作又不能得到有效的油膜、润滑脂等维护时,会加速活塞杆基体的腐蚀速度。腐蚀产物导致铬层表面产生应力,当应力足够大时,铬层会被拉裂,铬层缺陷部位表面隆起并开始出现鼓泡现象,进一步腐蚀形成裂纹,腐蚀介质通过裂纹渗入促使腐蚀加剧,使镀层发生脱落和破裂,致使基体与外界直接接触,铬层保护失效,最终出现我们肉眼可见的腐蚀缺陷。
封孔剂可有效封闭铬层固有的裂隙缺陷,阻断基体与腐蚀介质的作用途径,阻止或大大减缓基体的腐蚀进程,经试验证明是一种较好的提高铬层耐腐蚀的方法。
参考文献
[1] GJB150.11A-2009,军用装备实验室环境试验方法 第11部分:盐雾试验[S].
[2] GB/T12611-2008,金属零(部)件镀覆前质量控制技术要求[S].[3] 马伯龙.热处理技术图解手册[M].北京:机械工业出版社,2015.[4] 黄红军.金属表面处理及防护技术[M].北京:冶金工业出版社,2012.[5] 汤智慧.A100钢镀Cr防护技术在海洋环境下的腐蚀行为研究[J].材料工程,2011,(9).[6] 张益方.镀铬活塞杆的锈蚀及其对策[J].上海第二工业大学学报,1999,(1).[7] 刘斌.涂层缺陷对金属基体腐蚀行为的影响及研究方法[J].腐蚀科学与防护技术,2011,13(2).[8] 李佳奇,王立华,严波.基于键合图的动力稳定装置夹钳油缸的参数优化研究[J].机电工程,2020,37(12):1479-1484.

